by George T Hilliard

The use of computer vision or machine vision continues to grow. That growth stems from the concept of pushing more intelligence (compute power) down to the Edge of the IoT, with vision systems piggybacking onto those systems, especially in industrial settings. There are many uses of computer vision and the list continues to grow.
Today, it’s used in:
- Industrial automation
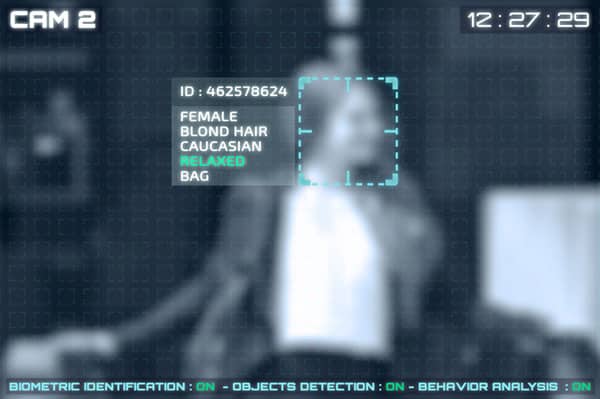
- Public safety
- Security surveillance
- Law enforcement
- Intelligent traffic management and pedestrian safety
- Smart parking
- Enhanced retail customer experiences
- Inventory management
- Medical imaging
In its basic form, computer/machine vision gives computers the ability to see and understand what’s happening in the surrounding area, including a manufacturing/production line. The rise of automation in the manufacturing process is also fueling the adoption and evolution of computer vision technologies. Over the last few years, this technology has become a critical tool for advanced manufacturing automation.
A related application that’s really coming into own is the use of computer vision for visual inspection in the manufacturing and production processes. Here, it’s all about quality control. In earlier times, this process was typically relegated to a manual “human” inspection. Today, the use of computer vision speeds the process and increases the accuracy by a large margin.
One of the biggest benefits to using today’s technology is what happens behind the scenes, to ensure that the process continues to operate smoothly for the foreseeable future. That occurs because mounds of data are gathered, processed, retained, and used down the road. It can be matched against current statistics to ensure that all equipment is operating as expected.
Depending on what you’re manufacturing, the amount of quality control required can vary greatly, with food and drugs typically at the top of the list. And in many cases, the government gets involved to ensure that the required level of quality is adhered to. For example, one pharmaceutical vendor uses computer vision to not only count tablets or capsules but also to look for broken or partially formed tablets. And with the proper resolution, it can even ensure that all tablets are the proper color, length, width, etc.
Beyond looking for defects, the wealth of information can be used for other things, including predictive maintenance, overall defect reduction, and improving safety. If the visual inspection system determines a defect, that information is logged and stored, and potentially used later. With cumulative data, corrections can be made to improve the overall process.
That said, machine vision inspection systems can vary widely in terms of their implementation. Some require an operator whereas more complex vision-based solutions do not need an operator.
This process also lets manufacturers differentiate between different types of defects. For example, some defects could result in the stoppage of an assembly line, while others can be corrected on the fly. With enough data, you can also determine whether a machine needs to be repaired or replaced, or if bad components are being fed into the production process.
Having enough data lets you employ predictive maintenance techniques. With enough information about your process, you can discern the degree to which the problem is generating, and whether an immediate—and potentially costly—shutdown is indeed necessary.
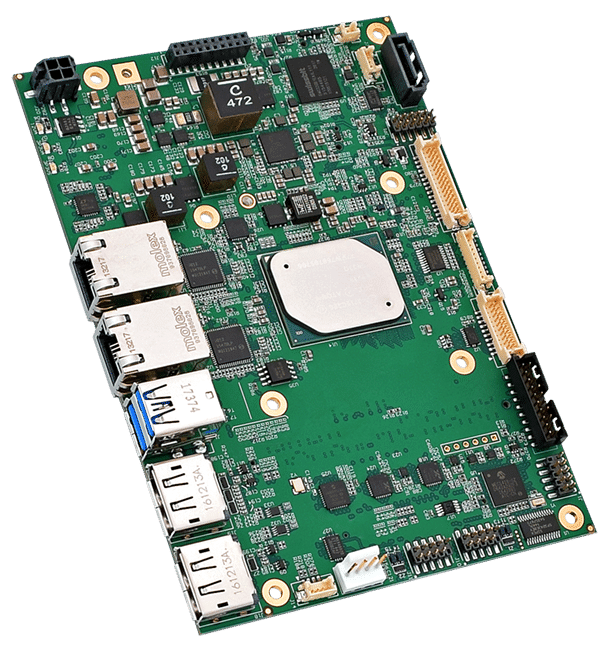
To handle vision inspection in your production and manufacturing lines, you need to equip yourself with the proper platform. A great starting point is a single-board computer that’s designed with a high-performance processor, such as the WINSYSTEMS’ SBC35-427, which provides the horsepower needed for visual inspection applications. This industrial SBC maximizes throughput thanks to Intel’s Apollo Lake-I E3900 series processor (see the whitepaper for more information on this powerful SoC). Throw in a combination of off-the-shelf functionality and multiple expansion and configuration options and you have yourself a platform for visual inspection systems.